Four Key Factors to Consider 1. Adhesion Between the Rubberized Surface and the Adhesive In self-adhesive labels where the surface material is a film, poor adhesion between the rubberized surface and the adhesive can lead to issues like residual glue or glue overflow. To improve this bonding strength, it's essential to treat the rubberized surface before applying the adhesive. Common methods include coating treatment and corona treatment. Among these, corona treatment is more widely used due to its cost-effectiveness. However, maintaining consistent surface energy before and after corona treatment is crucial for optimal performance. The water content and the amount of cured material in the adhesive also play a significant role in adhesion. These factors must be carefully controlled. Additionally, the cohesive strength of the adhesive should not be overlooked. If the cohesive force is too low, the adhesive may easily overflow, especially under certain conditions. 2. Adhesive Flowability and Coating Amount The flowability of the adhesive directly affects the likelihood of glue overflow. When the temperature rises, the adhesive becomes more fluid, which increases initial viscosity. High temperatures and humidity, such as during summer or rainy seasons, can significantly enhance adhesive flow, making glue overflow more common. Therefore, controlling temperature and humidity in storage areas, processing environments, and finished product warehouses is essential. It's also important to ensure that high-temperature resistant adhesives are used in appropriate printing environments. For example, hot melt adhesives suitable for HPWS2000 digital printing machines can withstand temperatures above 150°C, but materials like AW5209 can only tolerate temperatures below 70°C. This means AW5209 is not suitable for use on HPWS2000 machines. Similarly, when using screen printing for scratch-coated silver ink, the thick layer of ink requires higher drying temperatures, so high-temperature-resistant labels should be selected. The amount of adhesive applied also influences glue overflow. Labels with a higher adhesive volume, such as tire labels, are more prone to overflow, even with flow-blocking agents added. The adhesive amount should vary between seasons, especially for film-based labels. Winter and summer adhesives have different formulas, and using them out of season can cause problems. It’s best to avoid stockpiling materials for long periods and follow the “first in, first out†principle to ensure quality and performance. 3. Die-Cutting Depth Control Improper die-cutting depth can damage the silicone oil layer, leading to labeling machine malfunctions, such as mislabeling or frequent tape breakage (commonly referred to as “broken beltâ€). If the label breaks often during the process, inspecting the broken strip will usually reveal that the break aligns with the die-cut line, as shown in Figure 1. Figure 1 Effect of Die-Cut Depth on Glue Overflow If the adhesive layer isn’t fully cut during die-cutting, adhesion can occur on the back of the cut area. As waste is removed, the adhesive beneath the waste edge and under the label stretches and eventually breaks. These fragments can fall onto the leading edge of the label, causing one-sided glue overflow along the die-cut direction. Bags For Kids,Children'S Bags,Kids Bags For Girls,Boys Bag NINGBO SUREWAY E-FASHION IMPORT AND EXPORT CO,.LTD , https://www.surewaybags.com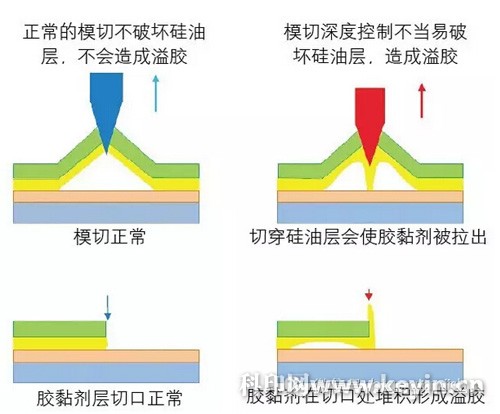
BAIDU_CLB_fillSlot("858283");